For purpose of easing the presentation, we divide the lines for chemical coppering in three groups:
High speed coppering lines with coppering vessel showing multigroove capstans with horizontal axes (for wire with small diameter, as, for example, MIG welding wire)
High speed coppering lines with coppering vessel showing multigroove capstans with vertical capstans (for wire with medium diameter)
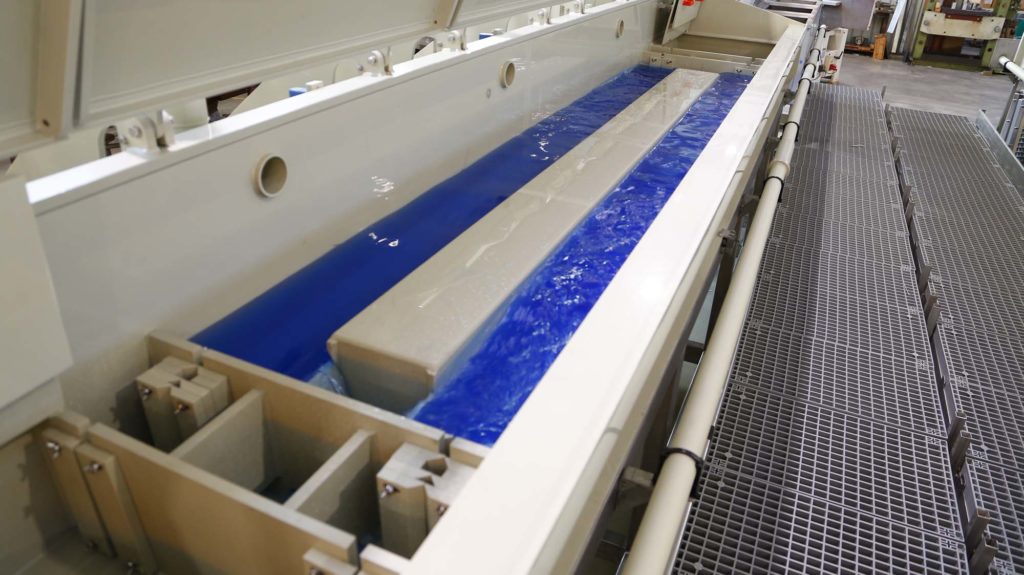
Straight coppering lines (for big diameter wire) (for example, for Subarc welding wire, for an industrial semi-processed good
Chemical coppering of steel wire is a widely used technology. A coppering line may stand alone, or work in tandem with another technological equipment, as a wet or dry drawing bench. The coppering lines working in tandem with a dry drawing bench are commonly engineered for higher speeds than lines working with a wet drawing machine. A standard chemical coppering line is composed of an initial wire cleaning position, the chemical coppering vessel, a surface neutralizing position and the final drying. The initial wire cleaning may occur in a bath of hot water or diluted acid, or include both these positions (degreasing in hot water and pickling in an electrolytic pickling bath). The choice of the technology to use depends on a number of parameters, as, for example, the efficiency of the mechanical descaling of the rod before drawing, the quantity and quality of lubricant after drawing, etc. Between the technological sections the wire is rinsed in multistage vessels, to reduce consistently the water consumption. For sure, the most typical and wide use of chemical coppering is to produce welding wire. Yet, it is also used to produce industrial semi-processed goods, it is to say, coppered wire for further mechanical transforming.